


Fire Prevention in Underground Mining - Unfortunately, we no longer offer some services. Please contact us.
Requirements for Equipment in Germany and Europe
Fires have been one of the major hazards for miners. In order to minimize fire risks in underground mines, preventive measures need to be taken. Such means are for example using materials which are hard to ignite and hardly spread fire or hydraulic fluids with low flammability. Testing and assessing those properties is standardized in Germany and Europe. In addition, there are international regulations which define such test methods. Following the different classification and testing standards for hydraulic fluids as well as plastic components such as conveyor belts, foams and others are described.
DIN EN ISO 12922
Fire-resistant hydraulic fluids, lubricants and industrial oils - international and national requirements
Specifications for hydraulic fluids in categories HFAE, HFAS, HFB, HFC, HFDR and HFDU – DIN EN ISO 12922, DGUV Regel (regulation) 113-020 and Stahl-Eisen-Betriebsblätter (SEB)
On an international level, different types of hydraulic fluids are described in DIN EN ISO 12922. They are distinguished depending on the amount of water (HFAE, HFAS and HFB) or their synthetic components (HFC, HFDR, HFDU). Each category requires – besides a lot of mechanical properties – a certain degree of fire safety. This is assessed using four different test methods which are described below.
Furthermore, national regulations, e.g. DGUV Regel 113-020 (“hydraulic hoses and fluids – regulations for safe application”), require fire-resistant fluids for use in mines, metal diecasting units and steel works with reference to DIN EN ISO 12922. The steel industry also have their own guidelines, which are listed in the so called “Stahl-Eisen-Betriebsblätter” (SEB 181 223 and SEB 181 224).
VDMA standard sheet 24317 furthermore describes technical minimum requirements for fire-resistant fluids including following test methods in reference with DIN EN ISO 12922.
DIN EN ISO 20823
Petroleum and related products - Determination of the flammability characteristics of fluids in contact with hot surfaces - Manifold ignition test (ISO 20823:2003)

The fluid's tendency to self-ignite on a hot surface is tested according to DIN EN ISO 20823. During that test, a small amount of liquid is dropped on a preheated surface (temperature depends on above mentioned categories, e.g. HFDU – 400°C) and its reaction assessed: no burning, burning on surface, burning on surface and in the tray below.
DIN EN ISO 14935
Petroleum and related products - Determination of wick flame persistence of fire-resistant fluids (ISO 14935:1998)
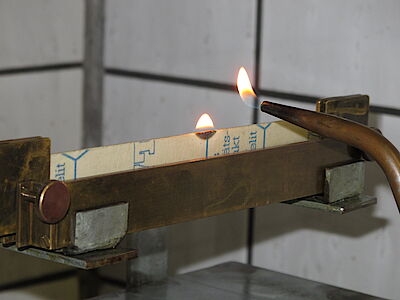
During the test according to DIN EN ISO 14935 a small rectangular piece of aluminum silicate is immersed in the liquid and then used as a wick. A small flame – similar to a regular lighter – is held to the wick for a certain time and burning behavior on the wick is assessed: does the wick continue to burn by itself and if so for how long. Pre-flaming times are gradually raised from 2 s to 30 s.
DIN EN ISO 15029
Petroleum and related products - Determination of spray ignition characteristics of fire-resistant fluids - Part 1: Spray flame persistance; Hollow-cone nozzle method (ISO 15029-1:1999); Part 2: Spray test - Stabilised flame heat release spray method

Another way of verifying the fluid’s low flammability are the spray ignition tests according to DIN EN ISO 15029 parts 1 and 2 during which the liquid is dispensed under high pressure and then impinged with a welding torch for part 1 or a stabilized propane flame for part 2. The evaluation criteria for part 1 is the afterflame time, whereas for part 2 flammability and flame length index as well as smoke density are determined. The flammability index describes a defined ratio between the temperature of the supply and the exhaust air with and without the fluid’s spray. The flame length index is also a ratio which includes the length of flame observed during the test. Last, the smoke density characterizes the intensity of the produced smoke.
DIN EN 14973, DIN EN 12882
Conveyor belts for use in underground installations - Electrical and flammability safety requirements
Fire resistance requirements for conveyor belts intended for underground use are summarized in DIN EN 14973 while belts for general purpose use are described in DIN EN 12882. Belts are distinguished according to their intended application area into five classes for DIN EN 14973 (A to C2) or ten categories for DIN EN 12882 (1 to 5C). For example, class B1 is explained as „general use, only hazard being limited access and means of escape, plus a potentially flammable atmosphere. No secondary devices necessary“. The actual class or category is chosen on basis of a hazard assessment done by the end user – test specifics and test requirements then depend on the intended class. Up to four different tests need to be passed to fulfill fire safety requirements.
DIN EN ISO 340
Conveyor belts - Laboratory scale flammability characteristics - Requirements and test method (ISO 340:2013)
First, a small scale test is performed during which the test sample is impinged by a laboratory burner in a 45° angle. Afterburn and afterglow are assessed. The belt is tested with and without covers.
DIN EN 12881-1, procedures A, B, C and D
Conveyor belts - Fire simulation flammability testing




According to DIN EN 12881-1 method A, a test sample with 2 m length and full width is put on a frame and is then impinged with an 80 kW propane burner from beneath. If tested according to method B, a sample with 2.5 m length and full width is impinged parallel from top and bottom. The reason for this being that DIN EN 12881-1 evaluates the fire spread. This means that a belt has to fully ignite on the one hand and on the other hand flames have to decrease by itself until they are eventually self-extinguished. That is why method B has to be conducted if a full ignition could not be achieved with method A. An alternative to method B is method C: a sample (1,500 mm x 230 mm x thickness) is put in a laboratory scale fire testing tunnel (1,676 mm x 460 mm x 460 mm) and is impinged with a six parts gas burner over 50 minutes. The undamaged remaining length serves as evaluation criteria. Finally, method D is very similar to method C, the differences being other dimensions of the test rig (2,100 mm x 350 mm x 350 mm) and the sample (1,200 mm x 90/120 mm x thickness) as well as using the burner for 15 minutes only.
DIN EN 14973, class C2
In addition, to achieve class C2 according to DIN EN 14973 a large scale fire test with an 18 m specimen (full width) is mandatory. The belt is exposed to a 300 kg wood fire (power output approx. 3.3 MW), so that it will ignite eventually. The requirement is for the flames to not spread more than 15 m leaving at least 3 m of belt undamaged. Class C2 is only required by German coal mines in order to keep the safety level of a former German DIN standard.
DIN EN 1554
Conveyor belts - Drum friction testing

Furthermore, a so-called drum friction test must be fulfilled. This method according to DIN EN 1554 represents a stuck conveyor belt with a continuing pulley. During the course of the test no flames are allowed to appear and depending on class or category glowing and reaching a certain temperature limit on the drum surface are prohibited, too.
DIN EN ISO 284
Conveyor belts - Electrical conductivity - Specification and test method (ISO/FDIS 284:2012)
The belt’s electrical conductivity is assessed according to DIN EN ISO 284. Although this does not directly have anything to do with fire, static charges need to be avoided so that there is no threat of sparks. With two circular electrodes the conductivity is measured and it needs to be below 300 MΩ.
§ 4 GesBergV (Injection Resin or Cavity Fillers)
The “Gesundheitsschutz-Bergverodnung” (health protection mining resolution) describes as its main issue the hygienic compatibility of products as well as its components.

However, one part of this resolution defines fire tests for foams which are intended for injections or filling cavities. If a product is intended for use as an injection resin, the exothermic temperature while curing has to be assessed. It has to be less than 150°C and less than the flash point of each individual component.
The foam consistency of the product has to be checked as well, meaning that the cured resin does not contain any cavities during which gas could possibly leak. A cured 90 l block is cut into slices and examined for such cavities.
If the product is intended for filling cavities, meaning an open surface application, two other tests have to be conducted besides the assessment of the curing temperature: Again, a 90 l block is cured but this time coal dust with an auto-ignition temperature between 110°C and 12°C (according to VDI 2263) is put on top of the material while the specimen is in a chamber heated to 60°C. The temperature development within the coal dust and the sample is monitored and possible smoke emission is looked out for. The coal dust is not supposed to ignite or glow. It may also not reach 400°C at any measuring point. Furthermore, a large scale test has to be conducted during which a 13 m long section of the test tunnel is foamed on both sides and in the roof. Then a 460 kg wood fire is ignited impinging the foam. At least 3 m of material have to be unharmed at the end for positive assessment.
AS 4606
Grade S fire resistant and antistatic requirements for conveyor belting and conveyor accessories
The objective of this Australian standard is to contemporize requirements for fire resistant and antistatic conveyor belting to ensure safe belting is supplied to industry. It was initially developed for the underground coal mining industry and has been contemporized to reflect requirements for fire resistant and anti-static conveyor belting and accessories as may be required for use in potentially explosive atmospheres.
The standard requires five tests in order to classify individual belts or belt ranges: AS 1334.9 gives a test method to determine antistatic properties. AS 1334.10 describes the so-called finger burn test during which a 150 mm x 13 mm specimen is mounted horizontally and impinged with a Bunsen burner for 60 seconds. Any afterflame times are registered. Values are determined with and without belt covers.
The drum friction test according to AS 1334.11 evaluates the belt’s properties (glowing, flames) when objected to friction. The maximum drum temperature is recorded and assessed.
The so-called gallery test is described in AS 1334.12. Here, 2 m belt samples are impinged by an 80 kW gas burner and the belt’s property to self-extinguish is determined.
Lastly, the belt’s oxygen index according to ISO 4589-2 has to be identified as well. The value describes a general material property (fingerprint). A high oxygen index correlates to a high ignition resistance. Values are determined with and without belt covers.
For conveyor accessories (e. g. scraper blades, ploughs or splicing materials), the finger burn test (AS 1334.10), the oxygen index test (ISO 4589-2) and an antistatic test (e. g. AS 1334.9) have to be passed.
In order to issue a belt for registration, e. g. with New South Wales Department of Industry, any belt has to pass an initial type testing. Those tests have to be repeated every 5 years.
Additional to the test report a so called certificate of conformance has to be supplied for a belt registration. This verifies the belt’s conformity to AS 4606.
DMT holds an approval from New South Wales Department of Industry to carry out above tests and to issue the certificate of conformance.
Contact
Other Fire Tests
- Spray ignition test for hydraulic fluids according to 7th Luxemburg report, section 3.2
- Orientating test according to Federal Standard FED-STD-791D, method 6053.1, 6052.1 and 352.1
- Orientating test for conveyor belts according to MSHA Code of Regulation (CFR) Title 30, Part 14 (30 CFR 14)
- Orientating test for conveyor belts according to CAN / CSA M422-14
- Approval of conveyor belts in cooperation with Canadian authorities
- Conveyor belts with textile plies for coalmining DIN 22109 parts 1, 2 and 4
- Fire safety testing for plastic in use underground according to DIN 22100 part 7
- Fire test according to DIN 22118 – laboratory scale gallery, e.g. following materials:
Conveyor belt covers (DIN 22100-7)
Scraper blades (DIN 22100-7)
Friction lining for drive roller (DIN 22100-7)
Lining for load-bearing rollers (DIN 22100-7) - Real scale fire tests 1:1 in our tunnel (up to 90 m length with 10 m² cross section)